
V型35°刀片/VBMT
耐磨、高光洁度、非标定制、反复修磨、提供专业加工解决方案
核心规格
VBMT110302-CVD: 化学气相沉积金刚石刀片
VBMT110304-PCD: 聚晶金刚石刀片
VBMT160404-CBN: 立方氮化硼刀片
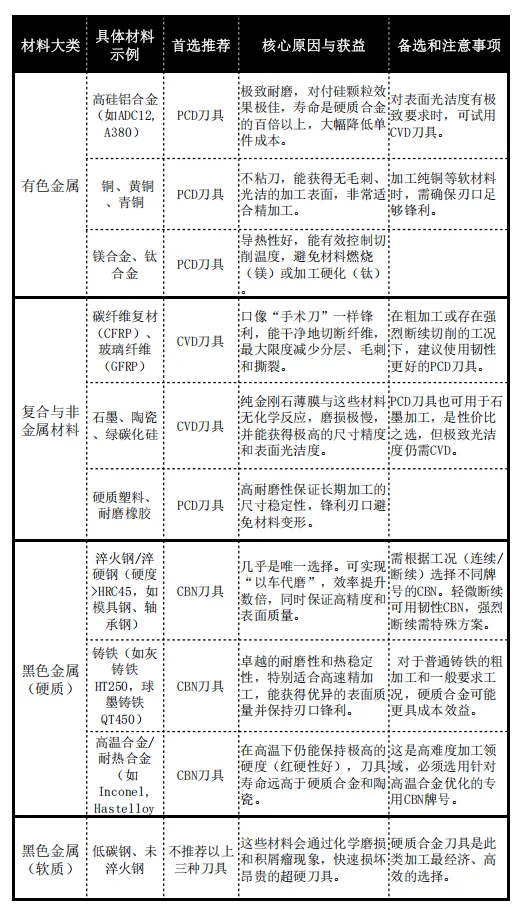
PCD、CVD与CBN刀具选择指南:
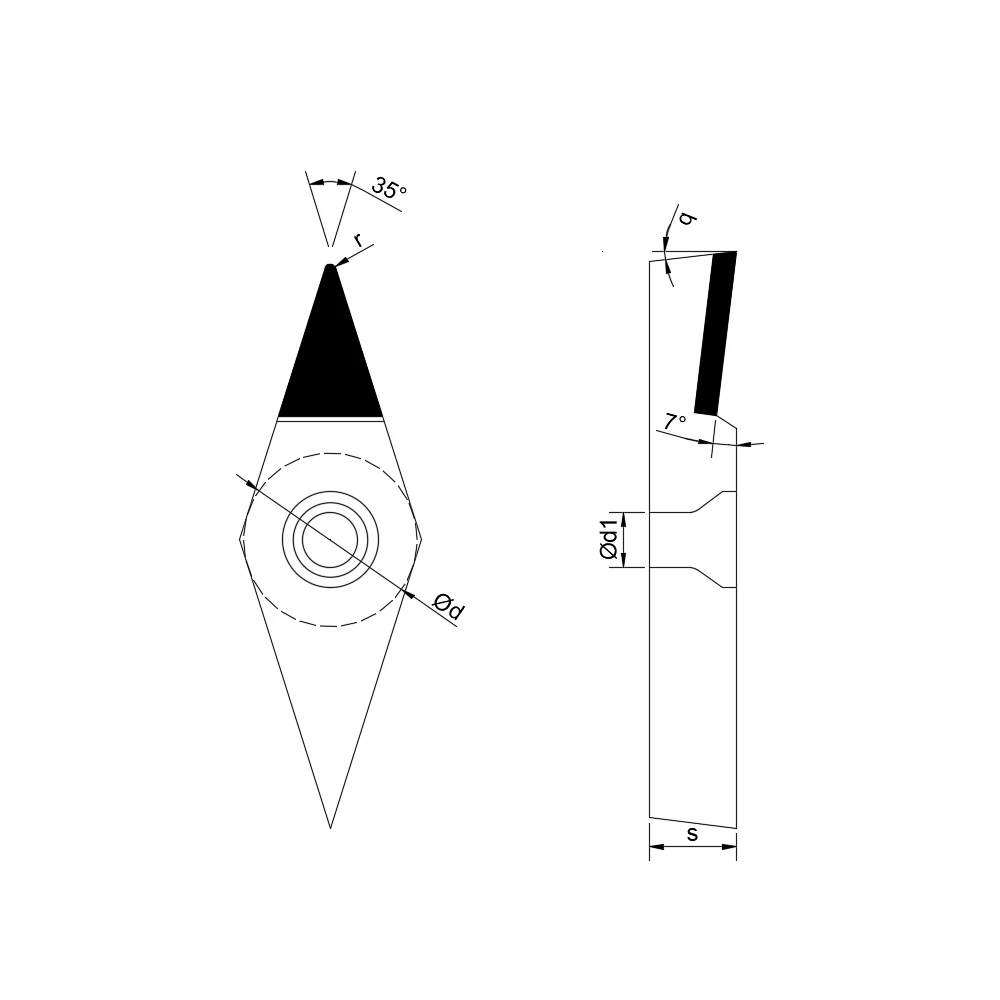
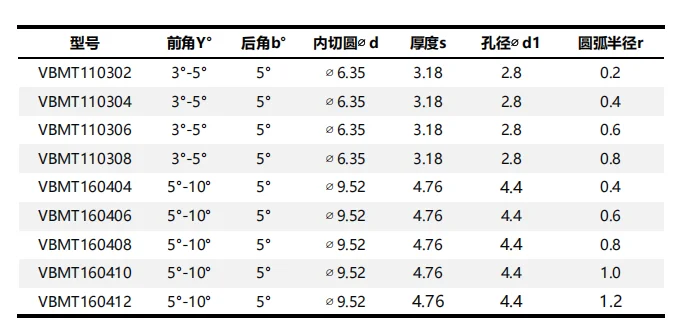
产品参数表:
常见问题
A: 影响:工件尺寸逐渐变化,表面光洁度下降。
原因:线速度过高,达到刀具使用寿命。
解决:调整加工参数,可降低线速度或者选用更加耐磨的刀片。
A: 影响:工件尺寸或表面光洁度突然改变,产生火化表面起毛刺。
原因:参数设定不合适,刀具材质选择不合适,刀具夹持不稳。
解决:检查参数设定是否合理,根据工件选择对应材料加工刀具。
A: 影响:突然不可预料发生,导致刀柄工料报废或工件不良及报废。
原因:参数设定错误,震刀或者时刀具和工件没有锁紧安装到位。
解决:设定合理参数,应减少进给和加强对应刀片和刀杆刚性。
A: 影响:工件尺寸不一致,表面光洁度差,工件表面附着绒屑或毛刺。
原因:切削线速度过低,刀片进给过低,或者刀具不够锋利。
解决:提升切削速度、进给量,使用锋利度更高的刀具。
